
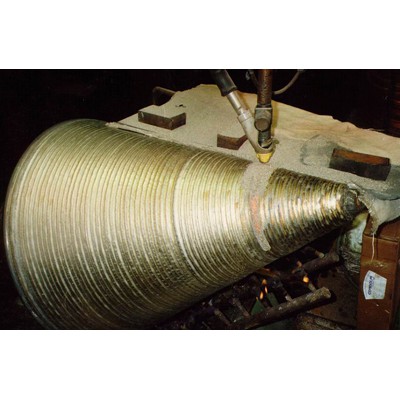

2.在阀座的裂纹处做着色探伤。
3.在裂纹处用专用电动工具进行打磨经多次探伤打磨至裂纹消失。.
4.经化学处理后,选用同等焊材进行冷焊。.
5.冷焊为多层补焊,每焊- -层须打磨一次,直至堆焊道高出母材的
0.5mm-0.8mm。

6.然后进行研磨、拋光达到各项技术要求冷焊的最大优势是:
不改变母材的材质,没有热变和裂变,不咬边堆焊过程中不需要
加热保温,能达到各项技术要求。
 新闻中心 新闻中心
产品分类站内搜索 荣誉资质
友情链接
|
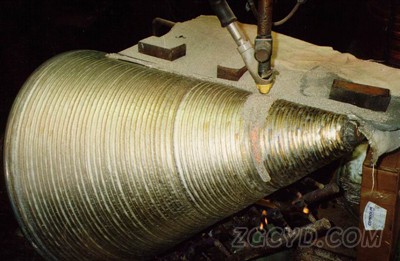
详细信息 2.在阀座的裂纹处做着色探伤。
3.在裂纹处用专用电动工具进行打磨经多次探伤打磨至裂纹消失。.
4.经化学处理后,选用同等焊材进行冷焊。.
5.冷焊为多层补焊,每焊- -层须打磨一次,直至堆焊道高出母材的
0.5mm-0.8mm。
6.然后进行研磨、拋光达到各项技术要求冷焊的最大优势是:
不改变母材的材质,没有热变和裂变,不咬边堆焊过程中不需要
加热保温,能达到各项技术要求。 |